Az irányító rendszer rendelkezésre-állásának sajátos növelése a gyermelyi malomban
2001 évben a gyermelyi malomban teljes villamos, és részben gépészeti felújítás történt. A rekonstrukció során a villamos vezérlőtér, a kapcsoló elemek, a hajtások, az energiaellátó rendszer valamint a kábelezés mellett az irányítástechnikai rendszer is teljesen megújult.
A malomban a technológiai folyamatokat eleinte automatikus irányító rendszer nélkül, a 80-as években szokásos nyomógombos sématábláról kézzel irányították. A 90-es évek elején ezt kibővítették egy, az anyagszállításokat automatikusan irányító PLC-vel, és egy ahhoz kapcsolt, a kezelői felületet biztosító PC-n futó, előbb DOS, majd később Windows alapú megjelenítővel. A megfelelő üzembiztonság érdekében az automatikus irányító rendszer mellet azonban megmaradt a sématáblás kézi irányítás lehetősége is.
A körülbelül egy évtizedes üzemeltetői tapasztalatok szerint az így kialakított automatikus irányító rendszer üzembiztonságát alapvetően a PC-s rendszer megbízhatósága illetve megbízhatatlansága - mint a leggyengébb láncszem - határozta meg.
Az akkoriban szokásos irodai PC-vel megvalósított kezelői felület kiesése esetén a PLC-ben futó folyamatok a kezelők számára hosszabb-rövidebb időre elérhetetlenné váltak, a rendszer újraindításáig a folyamatokat a sématábláról kellett kézzel tovább irányítani. Így természetes, hogy a malom felújítása során alapvető elvárás volt az üzemeltetők részéről egy olyan új irányító rendszer kiépítése, amely a pénzügyi szempontokat is maximálisan figyelembe véve, de a korábbi rendszerhez képest lényegesen magasabb fokú üzembiztonságot nyújt.
A megvalósult új irányító rendszer felépítése és legfőbb jellemzői
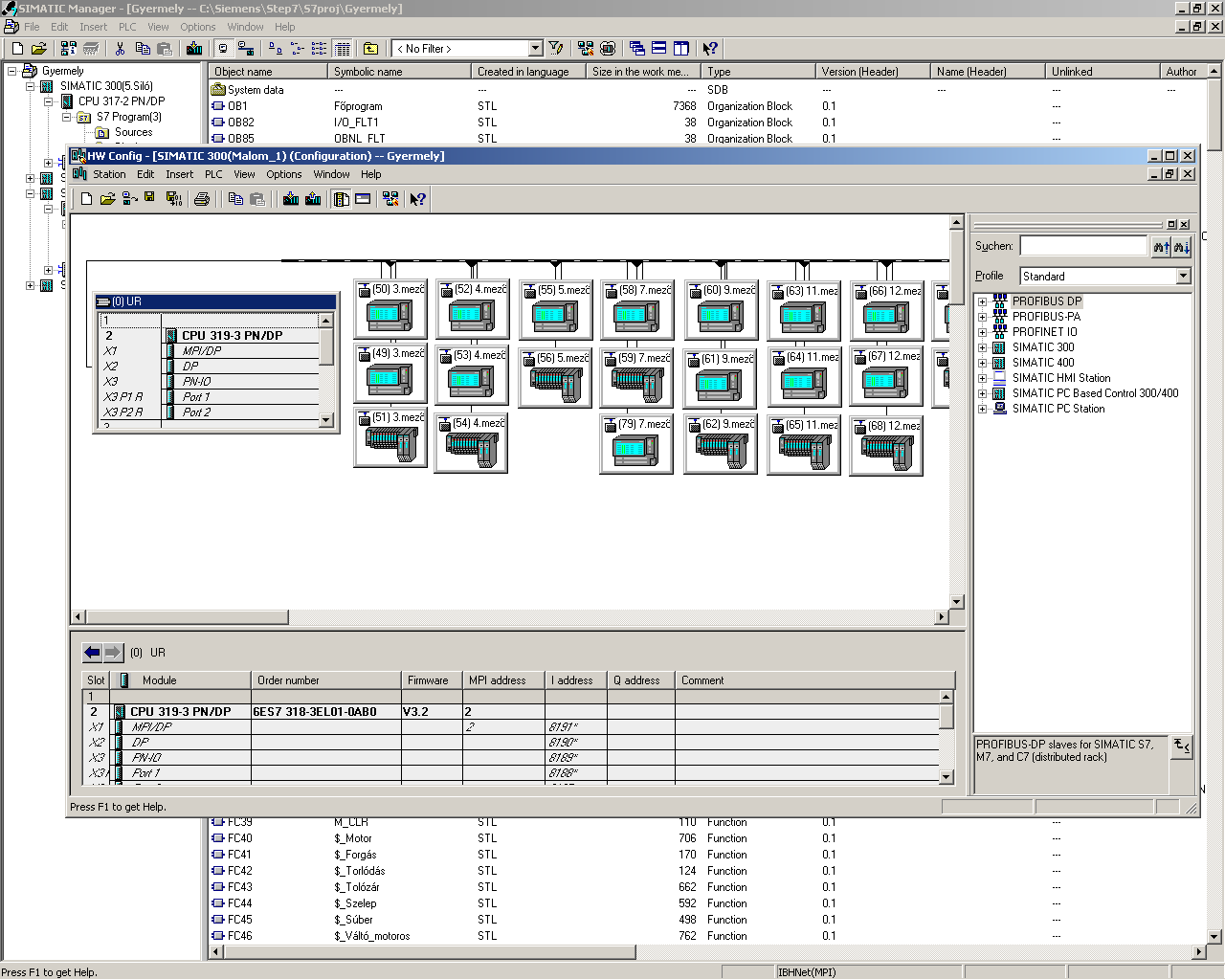
- PLC- A központi kapcsolótérben elhelyezett nagyteljesítményű SIEMENS S7-318 CPU.
- Decentralizált Input/Output rendszer- A PLC-hez közvetlenül ki- és bemeneti egység nem csatlakozik, a rendszerben minden ki- és bemeneti modul SIEMENS ET200-as elemekkel PROFIBUS hálózaton keresztül kapcsolódik a PLC-hez (Remote I/O).
- Kezelői felület- Két darab ipari PC (Advantech) 21 colos monitorral.
- WIN NT/WIN2000 operációs rendszer.
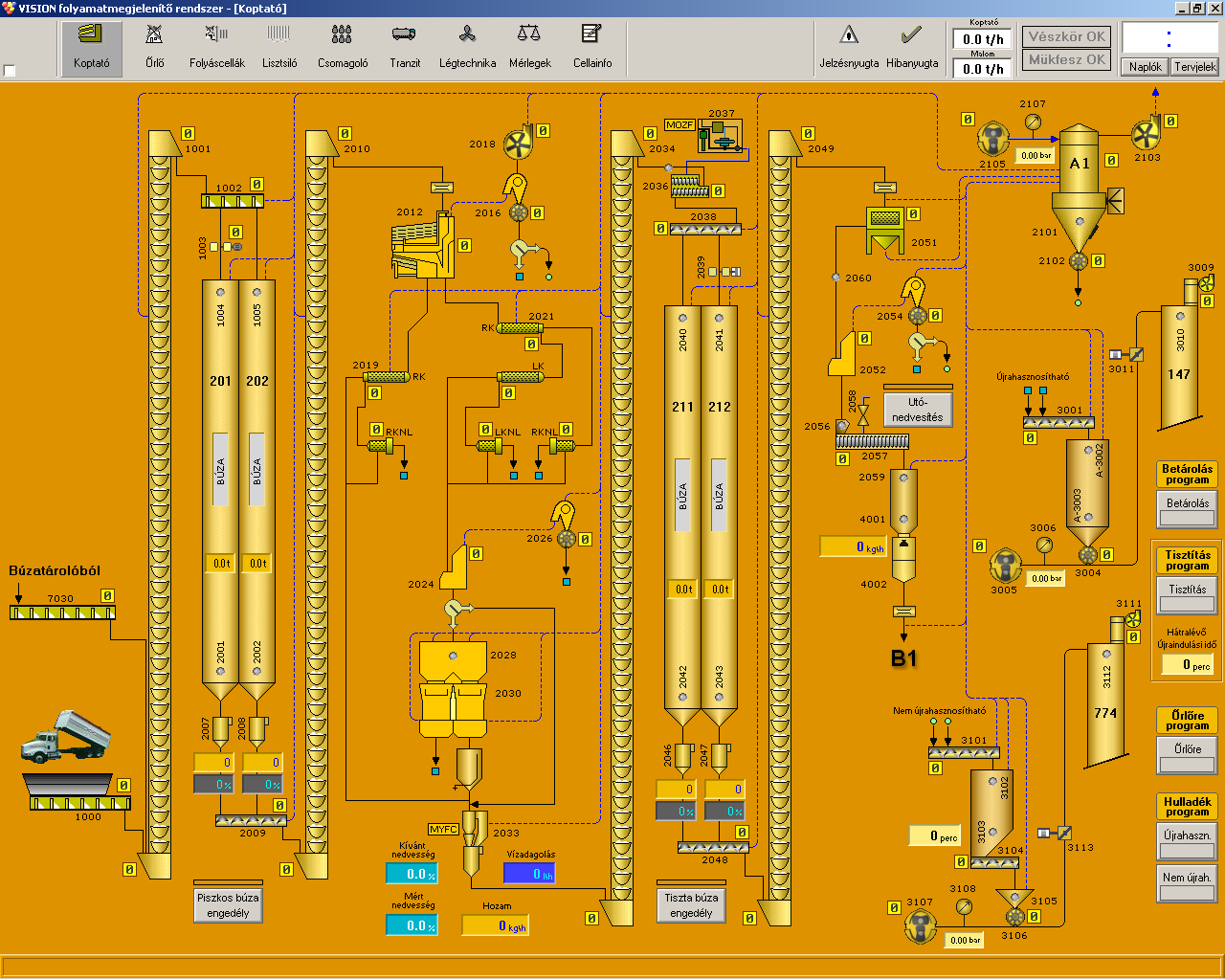
- VISION 2000 folyamatvizualizáló szoftver alatt kifejlesztett alkalmazás.
- A PC-k egymástól függetlenül saját PROFIBUS (SIEMENS CP5613) kártyán keresztül a PROFIBUS hálózaton keresztül kommunikálnak a PLC-vel.
- A két PC-n futó VISION alkalmazás teljesen egyforma, egyenrangúak, bármelyikről bármelyik technológiai folyamat megfigyelhető illetve irányítható.
- A PC-k között szokásos számítógépes hálózati kapcsolat nincs.
- A korábbi rendszer kapcsolós sématáblája teljesen megszűnt, PLC nélküli ?kézi? üzemmódra nincs lehetőség.
- Kapcsolat más autonóm rendszerekkel- A PLC a szomszédos, de teljesen független búzatároló saját OMRON PLC-jével a PROFIBUS hálózaton keresztül kommunikál.
- A késztermékek kiadásának irányításához szükséges mérleg egységekkel RS485 és RS232 vonali kapcsolat (a mérlegek a korábbi rendszerből lettek felhasználva, PROFIBUS felületük nincs).
A két független, de teljesen egyenrangú PC-vel megvalósított kezelői felületen az üzemeltetők tetszés szerint bármelyik PC-ről bármilyen folyamatot megfigyelhetnek, irányíthatnak. Egy ilyen rendszer egy PC kiesésére nézve teljesen hibatűrő, azaz az egyik PC kiesése (vagy egyszerűen csak kikapcsolására) esetén a rendszer még teljes mértékben működőképes marad, és emellett az üzemi események naplózása is folyamatos lesz. A PC-k órájának esetleges eltérése miatt az események szigorúan időrend szerinti naplózását a PLC nagy pontosságú valós idejű órája szerint végzik, a saját órájukat pedig folyamatosan a PLC órájához szinkronizálják.
Mivel a PLC elemek meghibásodásának gyakorisága lényegesen kisebb a PC-s elemek hibáihoz képest, valamint az irányított malmi technológia jellegéből adódóan a folyamatok viszonylag lassúak, az irányító rendszer egy esetleges hiba miatti leállása esetén tűz, robbanás stb. veszély nem áll fenn, a keletkező károk pedig többnyire csak a termelés kieséséből adódóak, ezért nagyobb fokú rendelkezésre állást vagy hibatűrést biztosító megoldások (pl. HOT-STANDBY PLC, Failsafe PLC) alkalmazása a megvalósítási költségeket is erősen szem előtt tartva ez esetben indokolatlanul drága lett volna.
A PLC CPU, ET200, valamint PROFIBUS elemekből hideg tartalékok állnak rendelkezésre, az I/O elemek esetleges hibáinak gyors felderítésére pedig az alkalmazói szoftver nyújt diagnosztikai funkciókat.
Az új irányító rendszer közel kétéves sikeres üzemeltetői tapasztalatai igazolták a megvalósított megoldás helyességét, a rendszer rendelkezésre-állása lényegesen nagyobb a korábbihoz viszonyítva. |
|
|



 Folyamatirányító szoftver alkalmazások fejlesztése
Folyamatirányító szoftver alkalmazások fejlesztése
 (HMI) ember gép kapcsolat alkalmazások fejlesztése
(HMI) ember gép kapcsolat alkalmazások fejlesztése
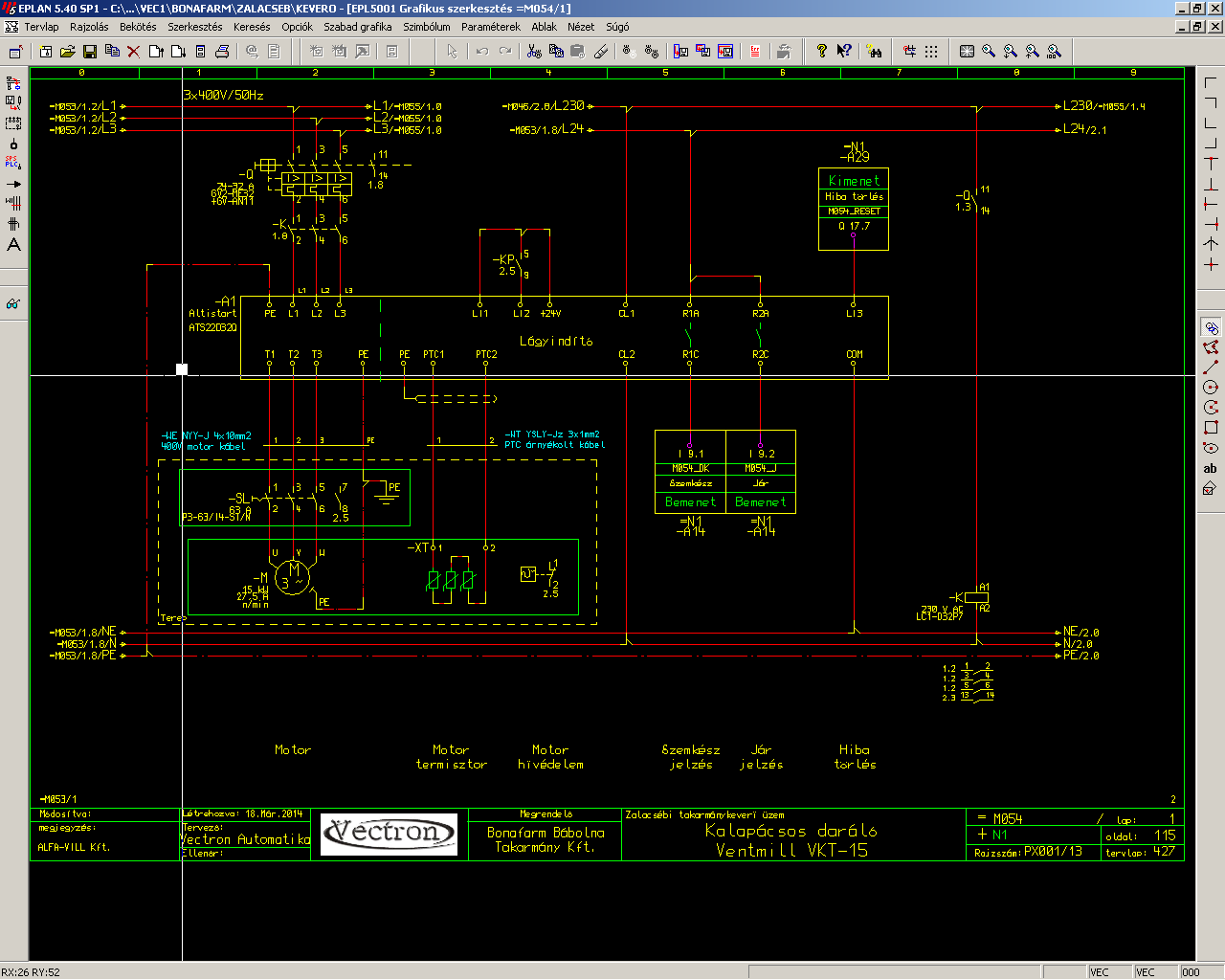 Villamos tervezés
Villamos tervezés
 Teljeskörű erősáramú installációk megvalósítása
Teljeskörű erősáramú installációk megvalósítása
